
HYUNDAI Paletli Şasi Bileşenleri 81QE-13010 Palet Avara Tertibatı - Büyük alt takım, HELI (cqctrack) tarafından üretilmiştir.


Teknik Özellikler ve Mühendislik Raporu: HYUNDAI 81QE-13010 Ağır Hizmet Tipi Palet Gergi Makarası Tertibatı
Belge Kontrolü
- Rapor No.: HELI-TS-2025-81QE13010
- Parça: Palet Gergi Tertibatı (Ön Gergi)
- Orijinal Ekipman Üreticisi (OEM) Modeli: HYUNDAI R Serisi (R1200, R1250LC-9 vb.)
- Orijinal Parça No.: 81QE-13010
- Üretici: HELI Machinery Manufacturing Co., Ltd. (Marka: CQCTRACK)
- Sınıflandırma: Ağır Hizmet Tipi Alt Şasi Bileşeni
1. Yönetici Özeti ve Ürün Konumlandırması
Bu belge, HYUNDAI'nin mühendislik özelliklerini ve üretim geçmişini ayrıntılı olarak açıklamaktadır.81QE-13010 Palet Avara Makarası TertibatıHELI Machinery (CQCTRACK) tarafından üretilen bu avara tekerlek tertibatı, paletli alt takım sisteminde kritik bir yük taşıma ve gerdirme bileşeni olarak, HYUNDAI'nin 8-130 ton sınıfı ekskavatörlerinin zorlu çalışma profilleri için tasarlanmıştır. Yirmi yılı aşkın özel alt takım üretim uzmanlığından yararlanan HELI, gelişmiş malzeme bilimi, hassas işleme ve titiz kalite doğrulaması yoluyla orijinal performans özelliklerini karşılayan veya aşan bir ODM/OEM eşdeğeri tertibat sunmaktadır. Bu avara tekerlek, taş ocağı işletmeciliği, inşaat ve genel kazı dahil olmak üzere zorlu uygulamalarda olağanüstü hizmet ömrü, güvenilirlik ve toplam sahip olma maliyeti (TCO) sağlamak üzere tasarlanmıştır.
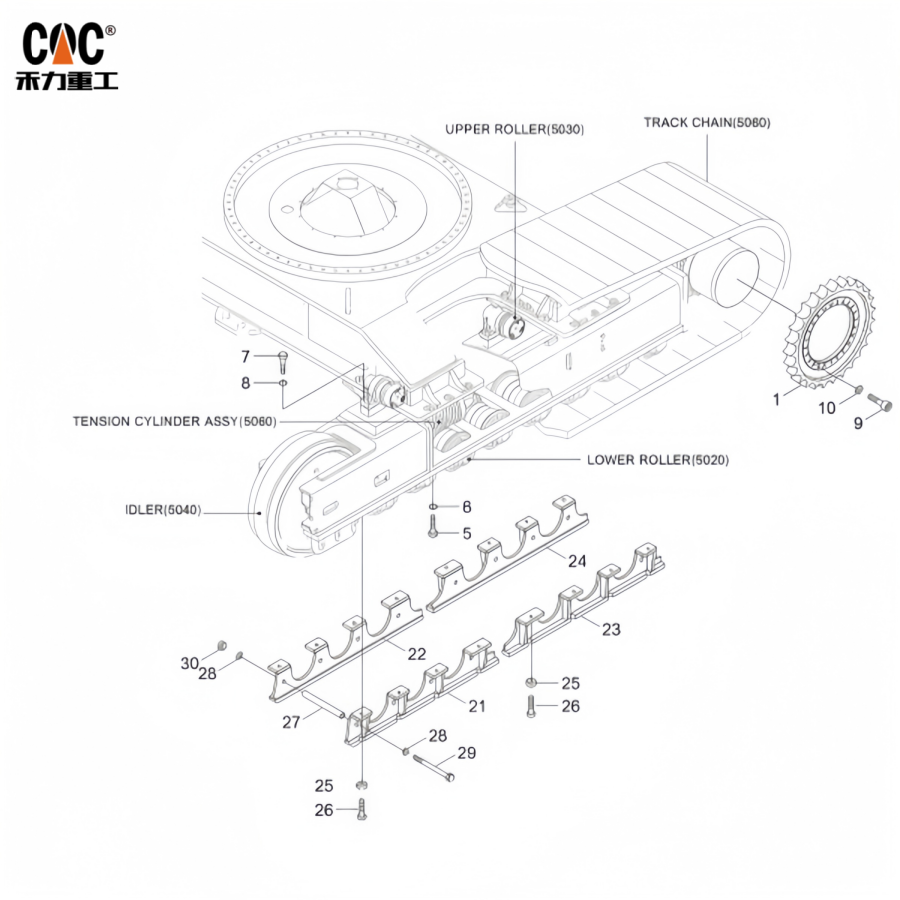
2. Palet Gergi Makarasının Fonksiyonel Anatomisi ve Sistemdeki Rolü
Palet makarası, palet çerçevesinin önünde, dişli çarkın karşısında konumlandırılmış olup üç temel mekanik işlevi yerine getirir:
- Ray Yönlendirme ve Hizalama: Ray zincirini yönlendirir, hareket sırasında doğru yanal hizalamayı korur ve raydan çıkmayı önlemek için direksiyon görevi görür.
- Palet Gerdirme: Geri tepme ve gerdirme sisteminin bir parçası olarak (ayarlama silindiri aracılığıyla), palet zincirindeki gevşekliği gidererek, dişli çarkla optimum adım temasını ve palet pabuçlarının zemine doğru temasını sağlar.
- Yük Aktarımı: Makinenin ağırlığının bir kısmını destekler ve zemin düzensizliklerinden kaynaklanan ileri ve geri darbe yüklerini emer.
81QE-13010, avara tekerleği, iç rulmanlar/burçlar, sertleştirilmiş mil, uç kapakları ve çok kademeli bir sızdırma sisteminden oluşan, doğrudan cıvatalı montaj için önceden monte edilmiş, sızdırmaz ve yağlanmış bir tertibattır.
3. HELI (CQCTRACK) Tarafından Belirlenen Temel Mühendislik ve Üretim Spesifikasyonları
HELI'nin 81QE-13010 için üretim felsefesi, dikey entegrasyon ve arıza modu analizine dayanmaktadır ve her bir alt bileşenin dayanıklılık açısından optimize edilmesini sağlamaktadır.
3.1 Malzeme Seçimi ve Metalurji
| Bileşen | Malzeme Özellikleri | Mühendislik Gerekçesi |
|---|---|---|
| Boşta Dönen Tekerlek Gövdesi | Dövme 50Mn veya 55Mn Yüksek Karbonlu Manganez Çeliği. | Yüzey aşınma direnci için yüksek sertleşebilirlik ve tekrarlanan darbe yüklerine çatlamadan dayanabilmek için mükemmel iç tokluk arasında optimum bir denge sağlar. |
| Şaft | 40Cr alaşımlı çelik, hassas taşlama işleminden geçirilmiş ve sızdırmazlık temas noktaları krom kaplanmıştır. | 40Cr çelik, eğilme momentlerine karşı üstün çekme ve akma dayanımı sunar. Krom kaplama, conta dudaklarına karşı sürtünmeyi ve yapışkan aşınmayı azaltır; bu da conta ömrünü uzatmada kritik bir faktördür. |
| Burç / Rulman | Yüksek Yoğunluklu Sinterlenmiş Bronz Burç (Yağ Emdirilmiş) veya Konik Makaralı Rulman (Uygulamaya Özel). | Sinterlenmiş bronz, kendiliğinden yağlama, uyumluluk ve mükemmel şok yükü emilimi sağlar. Yatak konfigürasyonları, belirli çalışma döngüleri için yüksek radyal yük kapasitesi sunar. |
| Conta Aşınma Halkaları | Sertleştirilmiş Çelik (HRC 55+). | Aşınmaya karşı koruyucu bir yüzey görevi görerek ana avara gövdesini ve milini aşınmadan korur ve böylece genel aksamın ömrünü uzatır. |
3.2 Kritik Üretim Süreçleri
- Dövme: Avara tekerlek, çelik tane yapısını iyileştirmek ve döküm alternatiflerine kıyasla mekanik mukavemetini ve yorulma direncini artırmak için sıcak dövme yöntemiyle üretilir.
- Isıl İşlem: Avara tekerlek jantı, 8-12 mm'lik kontrollü bir sertleştirme derinliği ile 56-60 HRC yüzey sertliğine ulaşmak için bilgisayar kontrollü indüksiyon sertleştirme işlemine tabi tutulur. Bunu takiben, gerilimleri gidermek ve çekirdek tokluğunu (~35-40 HRC) korumak için temperleme işlemi yapılır.
- İşleme: Tüm kritik yüzeyler CNC torna ve taşlama makinelerinde işlenir. Burç/rulman deliği, sızdırmazlık yüzeyleri ve montaj arayüzleri, mükemmel eşmerkezlilik ve sızdırmazlık performansı sağlamak için sıkı toleranslarda (IT7-IT8) tutulur.
- Montaj ve Sızdırmazlık: Montaj temiz bir ortamda gerçekleştirilir. Sızdırmazlık sistemi tipik olarak, çift dudaklı radyal conta (NBR veya FKM/Viton®) ve yüzer metal aşınma halkası ile birlikte çok katmanlı bir tasarıma sahiptir. Bu üçlü koruma sistemi, gresi muhafaza ederken çamur, kum ve suyu etkili bir şekilde dışarıda tutar.
4. Performans Verileri ve Kalite Güvencesi
HELI'nin kalite kontrol sistemi, her bir 81QE-13010 avara kasnak tertibatının tutarlı ve güvenilir performans sunmasını sağlar.
4.1 Temel Performans Göstergeleri (KPI'lar):
- Radyal Salınım: < 0,5 mm (pist çalışmasının düzgün olmasını sağlar ve titreşimi azaltır).
- Sızdırmazlık Testi: Yağlama işleminden önce sızdırmazlık bütünlüğünü doğrulamak için hava basıncı testine tabi tutulur.
- Dönme Torku: Tutarlı ve belirtilen aralıkta olup, yatak/burç ön yüklemesinin ve yağlamasının doğru olduğunu teyit eder.
- Statik Yük Kapasitesi: Gerdirme sisteminin tam geri tepme kuvvetine ve dinamik darbelere dayanacak şekilde tasarlanmıştır.
4.2 Kalite Güvence Protokolü:
- Gelen Malzeme Muayenesi: Çelik kimyasının spektrografik analizi.
- Üretim Sürecinde Kontrol: Ana işleme operasyonlarından sonra yapılan boyut kontrolleri.
- Son Kontrol: Kritik boyutların %100 kontrolü, sertlik doğrulaması ve yüzey kalitesinin kontrolü.
- Testler: Her partiden alınan örnek üniteler, uzun süreli dönme dayanıklılığı ve conta kirlenmesi testlerine tabi tutulur.
- Sertifikasyon: ISO 9001:2015 sertifikalı kalite yönetim sistemi altında üretilmiştir. EN 10204 3.1 standardına göre malzeme sertifikaları (Üretim Sertifikaları) mevcuttur.
5. Kurulum, Bakım ve Uyumluluk Yönergeleri
- Montaj: Her zaman orijinal ekipman üreticisinin (HYUNDAI) servis kılavuzundaki prosedürü izleyin.
- Makineyi güvenli bir şekilde sabitleyin ve ray gerilimini serbest bırakın.
- Gerilim ayarı için gerekli pul sayısını not ederek eski avara kasnak tertibatını çıkarın.
- Palet çerçevesindeki avara tekerlek montaj braketlerini iyice temizleyin.
- Yeni HELI avara kasnak tertibatını, ilk hizalamayı sağlamak için doğru pul takımını yeniden kullanarak takın.
- Gerdirme silindirini yeniden bağlayın, rayları belirtilen değere göre yeniden gerin ve ray sarkmasını kontrol edin.
- Bakım: Montaj parçası "ömür boyu sızdırmaz" olsa da, düzenli olarak (her 250 çalışma saatinde) kontrol edilmelidir. Şunlara dikkat edin:
- Sıvı Kaçağı: Mil uçlarında gres yağı.
- Anormal Aşınma: Avara kasnak jantında veya flanşlarında asimetrik aşınma.
- Dönme Hareketinde Bozukluk: Sertleşmiş veya dönmeyen bir avara kasnak.
- Uyumluluk: 81QE-13010, belirtilen HYUNDAI R serisi ekskavatörler için doğrudan yedek parça olarak tasarlanmıştır. Makine modelini ve seri numarasını her zaman orijinal ekipman üreticisinin parça kataloğuyla karşılaştırın veya onay için HELI'nin teknik satış ekibine danışın.
6. Değer Önerisi ve Tedarik Zinciri
6.1 Toplam Sahip Olma Maliyeti (TCO) Avantajı:
HELI (CQCTRACK) 81QE-13010 avara kasnak tertibatı, uzman olmayan satış sonrası parçalara kıyasla üstün bir toplam sahip olma maliyeti (TCO) sunar:
- Uzun Hizmet Ömrü: Üstün kaliteli malzemeler ve derin sertleştirme, aşınmayı geciktirerek değiştirme aralıklarını uzatır.
- Arıza Süresinin Azaltılması: Yüksek güvenilirlik, planlanmamış arızaları ve bunlarla ilişkili verimlilik kayıplarını en aza indirir.
- Parça Koruması: Sağlam bir gergi makarası, paletlerin doğru hizalanmasını ve gerginliğini koruyarak, palet zincirleri ve dişliler gibi pahalı bitişik parçaları hızlandırılmış aşınmadan korur.
6.2 HELI / CQCTRACK'ten Tedarik:
Doğrudan üretici olarak HELI şunları sağlar:
- Teknik Destek: Mühendislik verileri ve uygulama yardımı.
- Esnek Lojistik: FOB, CIF veya DAP Incoterms seçenekleri ve ihracat standardı ambalajlama.
- İzlenebilirlik: Hammaddeden nihai ürüne kadar tüm partinin izlenebilirliği.
Yasal Uyarı: Bu mühendislik raporu bilgilendirme amaçlıdır. Özellikler, sürekli ürün geliştirme nedeniyle değişebilir. Son kullanıcı, bu bileşenin kendi özel uygulaması ve makinesi için uygunluğunu doğrulamaktan sorumludur.
Ürün kategorileri
-

dozer avara silindiri e200b ekskavatör alt takımı...
-

Fabrika satışında çeşitli TB150 pc200-10 ön avara kasnakları...
-

Ekskavatör KC360 Alt Şasi Parçaları Ön Avara Kasnağı...
-

JCB W Mini Ekskavatör İçin Ön Palet Gergi Makarası Tertibatı...
-

Mini ekskavatör ön avara tekerleği, braketiyle birlikte...
-

düşük fiyatlı ön avara makarası, ekskavatör avara makaraları,...






